
 蓝色国潮风女神节PPT模板
蓝色国潮风女神节PPT模板 2021中央经济工作会议ppt+原文通稿
2021中央经济工作会议ppt+原文通稿 清新风年终总结工作汇报PPT模板
清新风年终总结工作汇报PPT模板 2020唯美星空背景年终总结ppt模板
2020唯美星空背景年终总结ppt模板 中国风工作汇报总结PPT模板通用版5套整合版
中国风工作汇报总结PPT模板通用版5套整合版 动态精美简约中国风工作总结计划ppt模板合集
动态精美简约中国风工作总结计划ppt模板合集 C语言选择结构程序设计ppt课件
C语言选择结构程序设计ppt课件 简约时尚圣诞节活动策划PPT模板
简约时尚圣诞节活动策划PPT模板 人教版二年级上册《曹冲称象》ppt课件
人教版二年级上册《曹冲称象》ppt课件 protel99se基础教程ppt课件
protel99se基础教程ppt课件







编辑点评:
采用超硬材料刀具和磨具,利用能可靠地实现高速运动的高精度、高自动化和高柔性的制造设备,以提高切削速度来达到提高材料切除率、加工精度和加工质量的先进加工技术就是超高速加工技术,这里的ppt课件更加详细的诠释了它的整个原理。
超高速加工技术ppt图片预览








超高速加工技术的产生背景
超高速切削机床是实现高速、超高速切削的必不可少的设备。超高速机床有以下五项基本要求:超高速的主轴部件、快速响应的数控系统、快速的进给部件、动、静、热刚度好的机床支承部件、高压大流量喷射的冷却系统和安全装置。
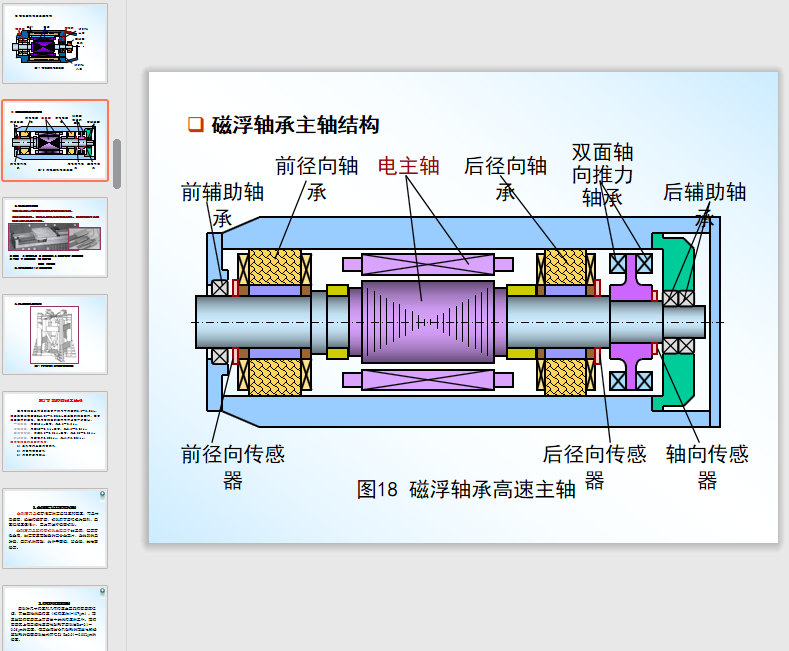
主轴部件
电主轴和以前用于内圆磨床的内装式电机主轴有很大的区别,主要表现在:有很大的驱动功率和扭矩 ;有较宽的调速范围 ;有一系列监控主轴振动、轴承和电机温升等运行参数的传感器、测试控制和报警系统,以确保主轴超高速运转的可靠性与安全性。
超高速主轴采用的轴承有滚动轴承、气浮轴承、液体静压轴承和磁浮轴承几种形式
数控系统
超高速切削对数控系统的要求不断提高,最基本的要求是保证高精度、高速度。为了适应高速,要求单个程序段处理时间短;为了在高速下保证加工精度,要有前馈和大量的超前程序段处理功能;要求快速形成刀具路径,此路径应尽可能圆滑,走样条曲线而不是逐点跟踪,少转折点、无尖转点;程序算法应保证高精度;碰到干扰能迅速调整,保持合理的进给速度,避免刀具振动等。
进给系统
超高速切削在提高主轴速度的同时必须提高进给速度,并且要求进给运动能在瞬时达到高速和瞬时准停等。超高速切削机床的进给系统不仅要能达到很高的进给速度,还要求进给系统具有大的加速度以及高的定位精度。
支承部件
超高速加工机床的支承制造技术是指超高速加工机床的支承构件如床身、立柱、箱体、工作台、底座、托板、刀架等的制造技术。
由于超高速加工机床同时需要高主轴转速、高进给速度、高加速度,又要求用于高精度的零部件加工,因而集“三高”(高速度、高精度、高刚度)于一身就成为超高速加工机床的最主要特征。更先进、更高速的直线电动机已经发展起来,它可以取代滚珠丝杠传动,提供更高的进给速度和更好的加、减速特性。
直线电机直接驱动的优点是:①控制特性好、增益大、滞动小,在高速运动中保持较高位移精度;②高运动速度,因为是直接驱动,最大进给速度可高达100~180 m/min;③高加速度,由于结构简单、质量轻,可实现的最大加速度高达2~10g;④无限运动长度;⑤定位精度和跟踪精度高,以光栅尺为定位测量元件,采用闭环反馈控制系统,工作台的定位精度高达0.1~0.01;⑥起动推力大(可达12000N);⑦由于无传动环节,因而无摩擦、无往返程空隙,且运动平稳
冷却系统
超高速加工时,必然产生大量的高温热切屑,必须把它迅速从工作台上弄走,避免导致机床、工件和刀具产生热变形,以及妨碍切削加工的继续进行
刀具系统
超高速切削加工刀具系统由刀具材料、刀具几何角度与形状、刀体结构与刀片夹紧结构、刀具与机床的联结、刀具的冷却及切屑的清除、刀具工况监控等组成
刀具系统具有如下特点:
1、刀片在刀体上的定位夹紧牢固、安全,刀具与机床的联结可靠
2、超高速切削加工的切削力随着切削速度的提高而降低约30%
3、切削温度随着切削速度的提高而缓慢提高
4、刀具磨损主要由切削温度、刀具―切屑之间和刀具-工件之间的相对速度决定的
刀具材料
超高速切削加工要求刀具材料与被加工材料的化学亲合力要小,并且具有优异的机械性能、热稳定性、抗冲击性和耐磨性涂层刀具材料。涂层刀具通过在刀具基体上涂覆金属化合物薄膜,以获得远高于基体的表面硬度和优良的切削性能金属陶瓷刀具材料。金属陶瓷具有较高的室温硬度、高温硬度及良好的耐磨性陶瓷刀具材料。陶瓷刀具材料主要有氧化铝基和氮化硅基两大类。
PCD刀具材料。 PCD是在高温高压条件下通过金属结合剂(如Co等)将金刚石微粉聚合而成的多晶材料;
CBN刀具材料。CBN刀具具有极高的硬度及红硬性,可承受高切削速度,适用于超高速加工钢铁类工件;
切削机床
磨削加工按砂轮线速度Vs的高低可分为普通磨削(Vs=30~40 m/s) 和高速磨削(Vs≥45 m/s) 两类。
为了与20 世纪80 年代以前速度不超过80~120 m/s 的一般高速磨削相区别, 通常将速度为普通磨削速度5 倍以上(即Vs≥150 m/s) 的高速磨削称为超高速磨削(Super-High Speed Grinding 或Ultra-High Speed Grinding。
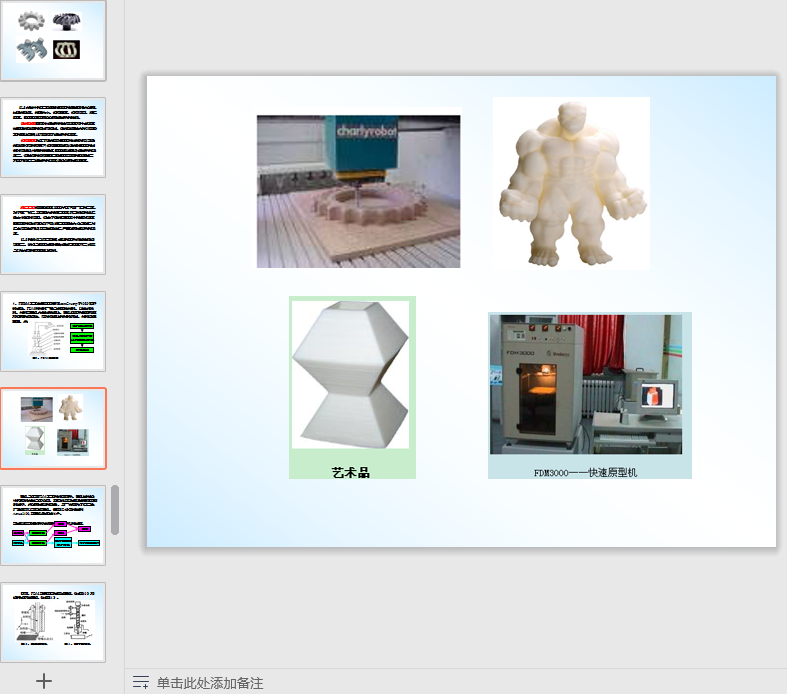
超高速加工技术的应用
高速切削加工目前主要用于汽车工业大批生产、难加工材料、超精密微细切削、复杂曲面加工等不同的领域航空工业是高速加工的主要应用行业,飞机制造通常需切削加工长铝合金零件、薄层腹板件等,直接采用毛坯高速切削加工,可不再采用铆接工艺,从而降低飞机重量。模具制造是高速加工技术的主要收益者。当采用高转速、高进给、低切削深度的加工方法时,对淬硬钢模具型腔加工可获得较佳的表面质量,可省去后续的电加工和手工研磨等工序。
特色介绍
通常把切削速度比常规高5~10倍以上的切削叫做超高速切削。
超高速切削加工的优越性有以下几点:
1、加工效率高。高速切削加工比常规切削加工的切削速度高5~10倍;
2、切削力小。高速切削加工切削力至少可降低30%;
3、热变形小;
4、加工精度高、加工质量好;
5、加工过程稳定
6、减少后续加工工序
7、良好的技术经济效益


 世界最全的曼陀罗卡ppt训练课件完整版
世界最全的曼陀罗卡ppt训练课件完整版 思维导图记忆单词速记单词初中1600词ppt免费版
思维导图记忆单词速记单词初中1600词ppt免费版 小学一年级数学上册解决问题ppt课件42页完整版
小学一年级数学上册解决问题ppt课件42页完整版 平语近人习近平总书记用典党政通用PPT模板完整版
平语近人习近平总书记用典党政通用PPT模板完整版 向天歌ppt字体使用手册ppt免费版
向天歌ppt字体使用手册ppt免费版 向天歌ppt设计手册ppt免费版完整版
向天歌ppt设计手册ppt免费版完整版 机械加工原理与工艺ppt完整版高清版
机械加工原理与工艺ppt完整版高清版 机械加工工艺基础完整版ppt高清版
机械加工工艺基础完整版ppt高清版 胡寿松自动控制原理第一章至九章讲义ppt免费版完整版
胡寿松自动控制原理第一章至九章讲义ppt免费版完整版 党建党课十九届五中全会学习ppt模板免费版41页完整版
党建党课十九届五中全会学习ppt模板免费版41页完整版 关于加强和改进新时代师德师风建设的意见ppt免费版32页完整版
关于加强和改进新时代师德师风建设的意见ppt免费版32页完整版 国家宪法日暨全国法制宣传日ppt模板免费版
国家宪法日暨全国法制宣传日ppt模板免费版 红色党建国家宪法日宣传教育培训课件PPT模板免费版20页高清版
红色党建国家宪法日宣传教育培训课件PPT模板免费版20页高清版 红色大气党课党建十九届五中全会解读PPT模板免费版完整版
红色大气党课党建十九届五中全会解读PPT模板免费版完整版 青少年小学生法制教育ppt课件免费版共4版
青少年小学生法制教育ppt课件免费版共4版 廉洁好家风ppt模板大气红包免费版完整版
廉洁好家风ppt模板大气红包免费版完整版 红包厉行节约反对浪费ppt模板免费版高清版
红包厉行节约反对浪费ppt模板免费版高清版 喜看稻菽千重浪ppt教案免费版新版共三套
喜看稻菽千重浪ppt教案免费版新版共三套 大小: 23.0M
大小: 23.0M




 党课PPT课件模板
党课PPT课件模板 高中生物必修一ppt课件全套
高中生物必修一ppt课件全套 营销策划
营销策划 商务办公PPT
商务办公PPT 工作总结
工作总结 电气控制课程设计ppt课件
电气控制课程设计ppt课件
 幼儿园大班拼音课件ppt
幼儿园大班拼音课件ppt
 细胞的物质输入和输出PPT
细胞的物质输入和输出PPT
 细胞的生命历程教学ppt课件
细胞的生命历程教学ppt课件
热门评论
最新评论